RA Power Solutions Pvt. Ltd. has recently undertaken the repair of a cast iron engine block, including crack repair, using the metal stitching and metal locking process. The engine block, which is made of cast iron, was broken from the window cover sitting area. The engine block was broken into pieces measuring approximately 330 × 420 mm.
RA Power Solutions Pvt. Ltd., after getting the dimensions, got the casting made of cast iron, and it was metal locked and metal stitched on board a vessel. The engine, after repairs, is performing satisfactorily.
In 45 years of experience, we have executed more than 1000 jobs ofcrack repair by metal stitching and metal lock surgery, not only for shipping but for all sectors of industry. Perhaps we are the only company in the world to execute crack repair of engine components or any crack in metal on board a vessel while sailing.
Casting Piece Stitched in Broken Area of Engine Block
Metal stitching and metal locking process on board the vessel:
RA Power Solutions specializes in comprehensivecast iron block repair and iron engine block repair services, offering effective solutions for both minor and major cracks in cast iron castings.
The author is Mr. Raj Shahani, Managing Director of the company. He has 45 years of experience in metal stitching and metal locking of crack repair, cast iron crack repair, grinding of crankshaft, and all services related to the repair of engines and supporting equipment.
Metal Stitching and Metal Locking Under Progress
The company has in-house trained technicians and equipment, and serves all over the world. For more information regarding repair cast iron, repair crack cast iron, or cast iron repair, contact us at rajshahani@rapowersolutions.com or info@rapowersolutions.com, or call us at +91 9582647131 or +91 9810012383.
The final finish is given to the Damaged Area of the Engine Block
RA Power Solutions Pvt. Ltd. extends repair services for main and auxiliary engines, high-capacity compressors, pumps, and rotating equipment. We have the latest design portable equipment, which is carried to the client’s site, whether they are land-based power plants or vessels on the move. The services are offered through trained technicians. Being an Indian company having more than 45 years of experience, we are well known for sincerity, on-time services, and the lowest price in this industry. A few of the services offered to us are as under:
Metal Locking and Metal Stitching
Metal locking and metal stitching is a cold process for the repair of steel casting, which develops cracks or breaks into pieces due to overload, stress, or an accident. RA Power Solutions Pvt. Ltd. has experience of more than 45 years in undertaking the repair of most complex accidental damage to plant and machinery, high capacity marine engines, diesel generating sets, engine blocks, cylinder heads, turbine casing, etc. The repair of casting by metal stitching and metal locking has been executed by trained and experienced engineers having experience of 45 years.
Broken Engine Block of Yanmar Engine
Assembly of Broken Pieces of Engine Block
Engine Block Ready After Metal Stitching Process
Engine Block Ready After Metal Locking Process
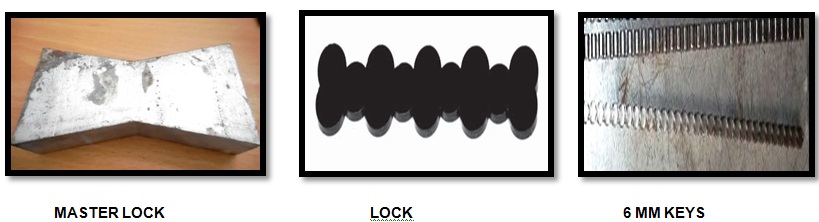
Consumables like metal locks and metal keys are procured from reputed companies based in the USA and the UK. We are cost-effective and can depute our team of technicians within 6 6-hour notice.
Material Used in the Metal Locking and Metal Stitching Process
We are experts in the Crankshaft Repair Servicesof high-capacity marine engines up to 700 mm diameter, diesel generating sets, and other applications. The services are extended all over the world through our experienced technicians.
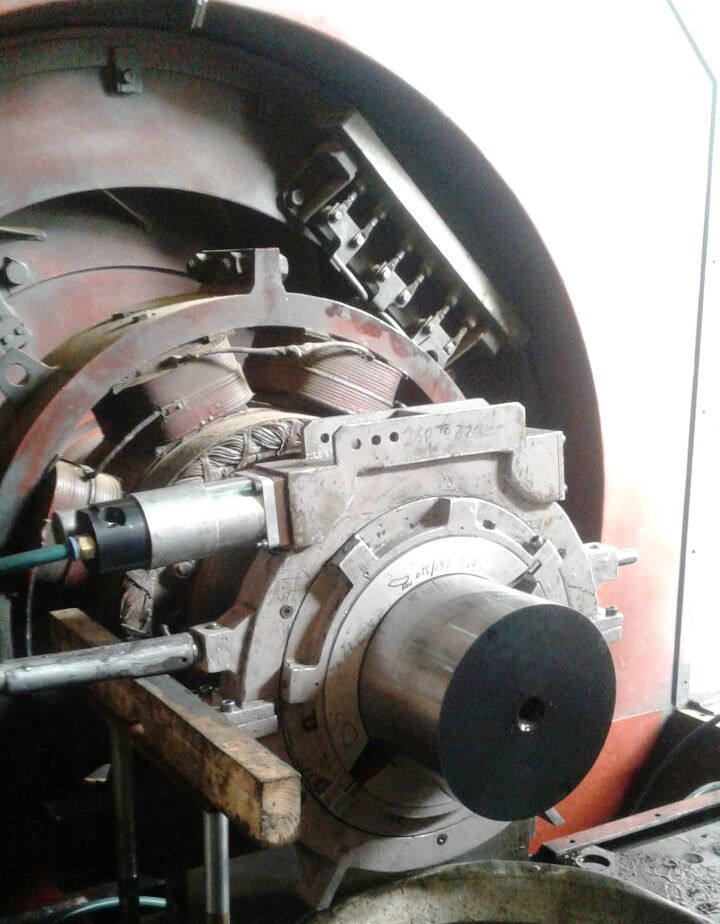
Rotor Shaft Grinding
In case of failure of the white metal rotor shaft bearing, it is necessary to inspect the rotor shaft bearing’s seating diameter. We undertake a complete inspection of the rotor shaft, grinding and polishing onsite. The rotor shaft repair, grinding, and polishing are done without dismantling the rotor shaft from the casing. The rotor shaft grinding and polishing are done onsite.
Rotor shaft white metal Babbitt bearings are manufactured, and rebabbitting of old rotor shaft bearings is also undertaken. We guarantee the satisfactory performance of white metal Babbitt bearings.
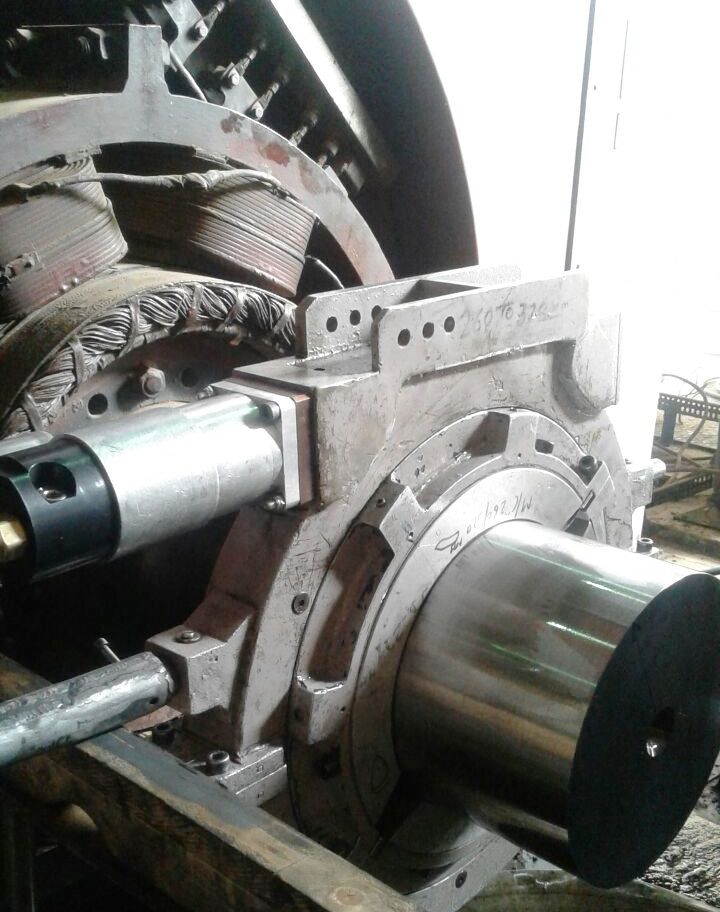
Onsite Rotor Shaft Grinding
Rotor Shaft Grinding in Process
Connecting Rod Repair
Connecting rod repair is undertaken with a guarantee, absolutely no need to replace the connecting rod, as in most cases, connecting rods can be repaired and reused.
RA Power Solutions Pvt. Ltd. undertakes in-house repair of connecting rods, including re-boring of the big ends and small ends, checking for hardness, cracks, etc.
Connecting Rod Assembled with Piston After Repair
Liner, Piston, Connecting Rod, and Cylinder Head Under Assembly Supplied by RA Power Solutions
Connecting rods for all makes and models of diesel engines like MAN-B&W, Sulzer, Wartsila, MAK, Deutz, Pielstick, Mitsubishi, Daihatsu, Yanmar, Bergen, Niigata, Himsen, Allen, Stork, Fiat, MWM, Hanshin, Caterpillar, SKL, Ruston, Paxman, Crepelle, Mirrlees, Alco, ABC, Nohab, etc.
Connecting Rod of the MAN engine
Reconditioning of Connecting Rod
Cylinder Heads
Cylinder Heads are reconditioned at our works. We replace valve seats, valve guides, and recondition the cylinder head, which are ready for installation. Repair of cylinder heads is undertaken by our experienced technicians in-house.
The repair of cracks on cylinder heads is done by metal stitching and a metal lockingprocess, which is a cold and proven method of crack repair. Second-hand reconditioned cylinder heads are also supplied with a guarantee at a competitive price.
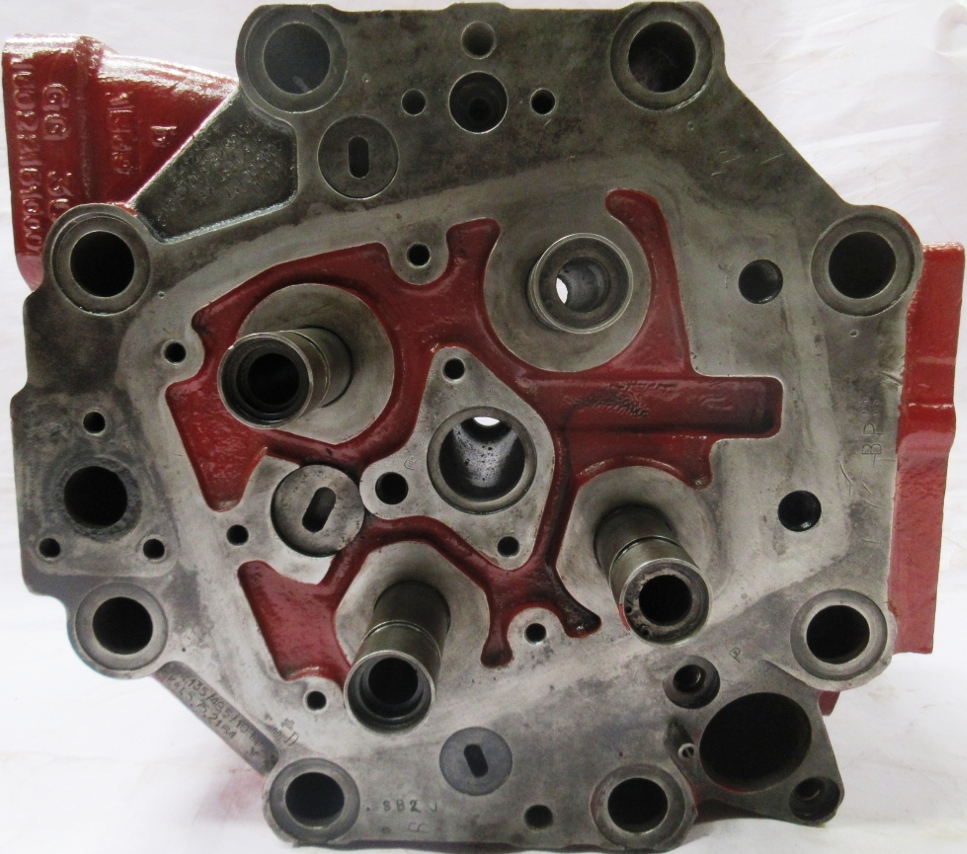
Cylinder Head of Marine Diesel Engine
Cylinder Head
Rebabbitting of Bearings
Rebabbitting of old white metal bearings of diesel engines, turbines, alternators, and all applications is undertaken. Rebabbitting of white metal bearings is done by a centrifugal process, which ensures dense and uniform bonding with the base steel.
We undertake rebabitting of bearings up to 1500 mm in diameter. The white metal used for rebabbitting is imported from Spain. The metallurgical certificate for white metal and the dimensional inspection report are submitted after rebabbitting of white metal is done.
For more information on onsite crankshaft repair services, cylinder liners exporter, cylinder liners, engine cylinder liner, cylinder sleeve manufacturer, metal locking, repair of rotor shaft, and onsite repair services of crankshaft, contact us at rajshahani@rapowersolutions.com or info@rapowersolutions.com, or call us at +91 9582647131 or +91 9810012383.
Cast iron components can develop cracks and break into pieces due to an accident or overload. Replacing a cracked component is expensive. It is recommended to repair cracks and broken casting by metal stitching and the metal locking process.
Repair Crack and Broken Casting by Metal Stitching / Metal Locking Process
Repair of cracked components is executed by experienced technicians, and we use the consumables comprising of metal locks and metal keys procured from companies based in the UK and the USA. We also stand guarantee for the satisfactory performance after metal stitching/metal locking of the component. Most of the metals can be metal stitched where the repair of a crack by welding is not successful. To get more information regarding cracked engine block metal stitching, metal stitching of crack casting, contact us at rajshahani@rapowersolutions.com or info@rapowersolutions.com, or call us at +91 9582647131 or +91 9810012383.
RA Power Solutions has undertaken onsite repair of engine blocks, compressors, and rotary equipment for the last 45 years. We feel that the repair cracks developed in cast iron and steel castings are repaired successfully by the metal locking and metal stitching process without losing the original profile.
Insertion of Casting Piece into Engine Block Area
Metal Locking Under Process
RA Power Solutions has successfully executed more than 600 jobs for the repair of housings that are damaged due to the development of cracks or casting that breaks into pieces. The advantage of metal locking and metal stitching is that in case a large area of casting is damaged, a new piece having similar metallurgical properties is cast and metal stitched on to the parent body of the casting.
Metal Stitching/Metal Locking of Jenbacher Engine Block Under Process
Recently, we have undertaken the repair of the Jenbacher engine block. The casting of the engine block, i.e., lower crankcase, was broken into pieces, and a new piece measuring 10 × 12 inches was metal stitched successfully. We use proven and high-quality metal keys and metal locks and offer a guarantee for the performance.
Metal Stitching of Jenbacher Engine Block
Engine Block After Completing the Metal Locking Process
The author of this blog is Raj Shahani, Managing Director of RA Power Solutions Pvt. Ltd., having experience of more than 45 years. He is instrumental in executing the successful repair of crankshaft, engine block, cylinder heads, connecting rods, and mechanical equipment replacement costs, which work out to millions of dollars. The reputed companies spread all over the world regularly benefit from the rich experience of RA Power Solutions, having the excellent latest infrastructure required for repairs.
To know more about the repair of cracks in cast iron casting, repair cast iron, cast iron repair, metal stitching service provider, metal locking, and cast iron crack repair, email us at rajshahani@rapowersolutions.com or info@rapowersolutions.com, or call us at +91 9582647131 or +91 9810012383.